The Manchester brewery, which produces about 400 million liters of Heineken, Birra Moretti and Foster’s beer per year, will install heat pumps and a heat pump network that will capture and reuse heat to brew and package beer. GEA will design, supply and install the low carbon heat network to the existing plant and will also modify the legacy process equipment.
Heineken UK’s Manchester brewery – Source: Heineken UK.
Currently, steam is produced in large steam boilers powered by natural gas. With the new system, Heineken UK will use a low temperature (90°C) hot water network – driven by GEA heat pumps – replacing the steam boilers with heat pumps powered by electricity.
GEA’s heat pump solution operates on an ammonia refrigerant with zero ozone depletion potential and zero global warming potential. Distribution and recovery pipe work make up the foundation of the network, which will absorb the heat from multiple processes.
The project is expected to be completed by the end of 2024. Once completed, Heineken UK estimates that the installation will result in a 45% decrease in gas use, leading to a reduction of carbon emissions.
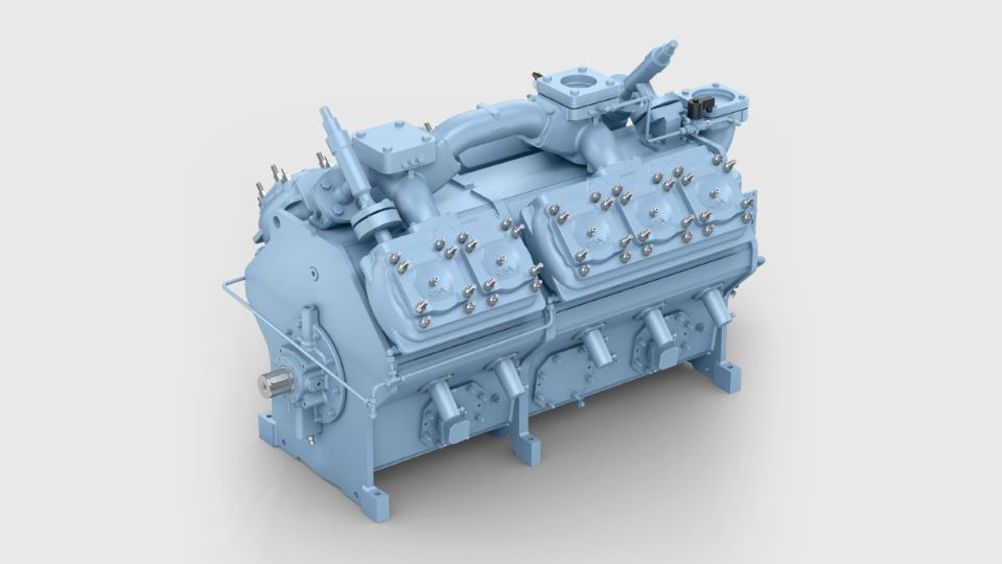
The high-pressure ammonia reciprocating compressor, GEA Grasso V XHP, is a central part of the GEA heat pump system at the Heineken UK brewery – Source: GEA.
Heineken’s global ambition is to reach net zero across its production sites (scopes 1 and 2) by 2030.
“We want to brew a better world and we need to act now if we are going to meet our 2030 net zero ambitions,” said Chelsey Wroe, Head of Sustainability at Heineken UK. “Heat pumps are a key technology on our journey to decarbonizing our breweries and enable us to create a circular process with the excess heat that is created during the brewing process. As GEA brings a wealth of expertise and knowledge to the project as well as some well-engineered technical solutions, we appointed GEA – after a thorough tender process – to support us in decarbonizing our Manchester site.”
In this project, GEA combines its heat pump technology with its experience in the brewing process industry. “Our ability to deliver a design, which recognized the complex and diverse energy demands of a large scale 24/7 brewing operation made the difference,” said John Burden, Director Project Sales at GEA’s Heating & Refrigeration Technologies Division.
Matthew Hadwen, Sales Manager Brewery at GEA’s Liquid & Powder Technologies Division, who lead the project, added: “Being able to do it all in-house makes us a more reliable partner to Heineken, who are truly serious about their sustainability goals. Hopefully this approach will encourage other companies to follow their example.”