How to “go local” the right way
By Poornima Ramaswamy, Chief Transformation Officer, Qlik
Manufacturing used to be simple. Everything, from the toothpaste on your bathroom sink to the crisp button-down shirt in your wardrobe, used to be made piece-by-piece in a local factory.
But businesses got savvier. Just-in-Time, an inventory management method, played a major role in this change, giving retailers a way to reduce their stockpile of raw materials down to strictly what they needed, when they needed it. The goal was to time production rates and forecast demand so replenishment orders can be made just in time to avoid a stockout.
This revolutionary system combined with the phenomenon of globalisation meant that manufacturers could have their components as fast as possible and as cheaply as possible.
Production became lean, profitable, and agile. And then, the pandemic hit.
The reshoring strategy
Factories dependent on the quick and cheap availability of raw materials made offshore were crippled by closed national borders, shuttered factories and grounded freights. Globally distributed supply chains faltered.
Jim Farley, the chief executive of Ford Motor, which has long embraced lean manufacturing, captured the mood when he announced to stock analysts in April 2021: “The semiconductor shortage and the impact to production will get worse before it gets better”.
With predictions that constant delays and shortages associated with offshore suppliers are here to stay, businesses started to ask: is going local the way forward?
Expanding local facilities or establishing new ones could theoretically offer less risk exposure. It could also lower transportation costs and reduce tariffs and taxes costs. Most importantly, it offers more control over operations and has a positive impact on the environment. It’s no surprise then that 75% of brands surveyed in 2020 were planning some sort of reshoring efforts.
But reshoring is complicated and expensive, and it may not be an easy switch for every business. So, how do you know which strategy is right for you?
Is going local right for your business?
The truth is, going local will not suit every business model. Domestic production is not what it once was. Factories that once produced toothpaste caps and shirt buttons may have been closed for decades because of offshore competition.
The advantage today, however, is that businesses can now tap into the power of data. They no longer have to passively respond to world event after they’ve happened. They can think ahead and close the gaps between data, insights and action so they’re ready for anything. By using cutting-edge analytics solutions and easy-to-comprehend visualisation, they can see exactly what lies ahead and make an informed decision on what their next steps should be.
In the question of whether to reshore or offshore, my suggestion is to use data to carefully assess where your business is today. Here are five questions to consider:
What challenge are you solving? And in what context? During the pandemic, many businesses were shocked to learn just how dependent they were on a fixed set of third-party suppliers. This lack of awareness is usually because due to an obscured view of the supply chain, from an individual component level to a holistic level.
Here’s where data integration helps. It gives you a 360-view of your supply chain works, accounting for production levels and supplier availability. That way, you’re never caught off-guard. You can assess performance across a variety of functions and uncover previously hidden trends that allow you to work out the answers to your most complex challenges.
Like, determining whether setting up alternative local supplier relationships for specific components could strengthen your supply chain against global disruptions.
And context is important. Augmented analytics and AI-powered automation will reveal demand forecasts that flag exactly where stockouts are or where inventory carrying costs might happen. So, you’ll be able to use “What if?” scenarios and plan for demand volatility and constraints around suppliers or materials.
What would success look like? Your definitions of success should not be broad or cookie-cutter. Evaluate strong, measurable targets in concrete terms by setting achievable figures for production timelines, inventory costs percentages or a production timeline.
Organisations need a dynamic relationship with information that reflects the current moment. Real-time data analytics provides this clarity, giving businesses an accurate picture of what’s happening at the moment and showing them how to respond. Using the latest tools available today, businesses can forecast changing trends and adapt to incoming disruption
What would the next steps look like? Once you’ve got a clear view of how your supply chain will work and adapt, find out if going local is workable at all. Even if you do want to go local for a particular part, there may be no vendors to supply.
Test the waters. Explore new supplier relationships in neighbouring countries and examine whether alternative components can achieve a similar desired effect. At each step, build a compelling, adaptable business case to convince potential new suppliers to alter their business plans to accommodate you.
How well did that work? Any decision you make about new local suppliers or exploration of alternate components must have embedded adaptability. Circumstances can change overnight for any business or market, so always watch not just your performance but the overall context of your sector on a local and global level.
Evaluate every stage, asking: Will this solve my problem in this current context? If the context has changed, what is the next step and how soon can I pursue it?
A data analytics tool can help you answer those questions definitively. It puts KPIs to every movement in your supply chain, like identifying track order accuracy, shipment delivery times, average fulfilment costs, and warehouse receiving turnaround time.
Proceed with clarity
As the disruption of the pandemic has gradually subsided, businesses have the choice of returning to traditional practices or building upon the momentum of the pragmatic solutions that served them well until their supply chains were upended.
As waters calm, there will be a temptation to revert to type, but with patience and adaptability, they can reinforce and revolutionise how they operate with the immense potential of data, which can lead the way.











 An EVO Series installed in a paint application for the packaging industry. –
An EVO Series installed in a paint application for the packaging industry. –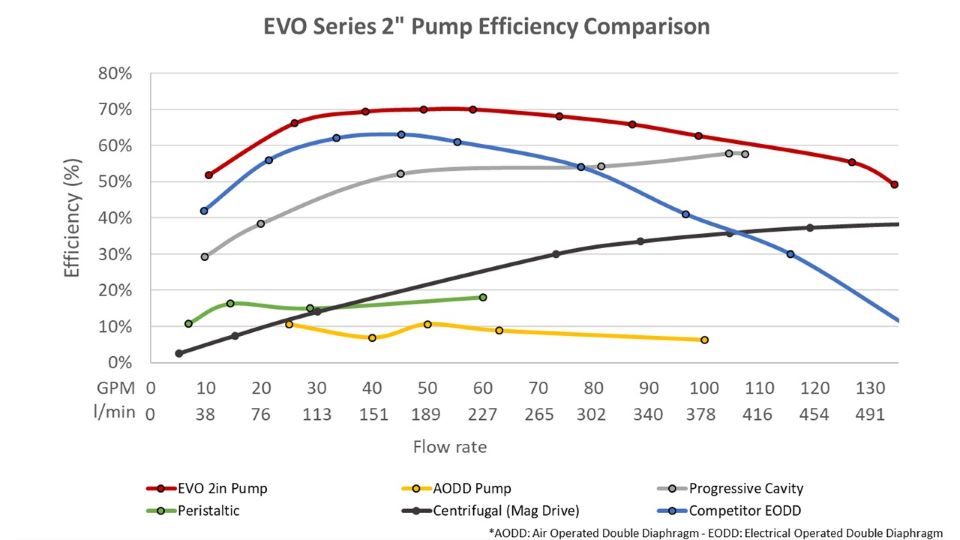 The EVO Series 2” pump efficiency comparison. –
The EVO Series 2” pump efficiency comparison. –
 –
–